I. Brief Introduction
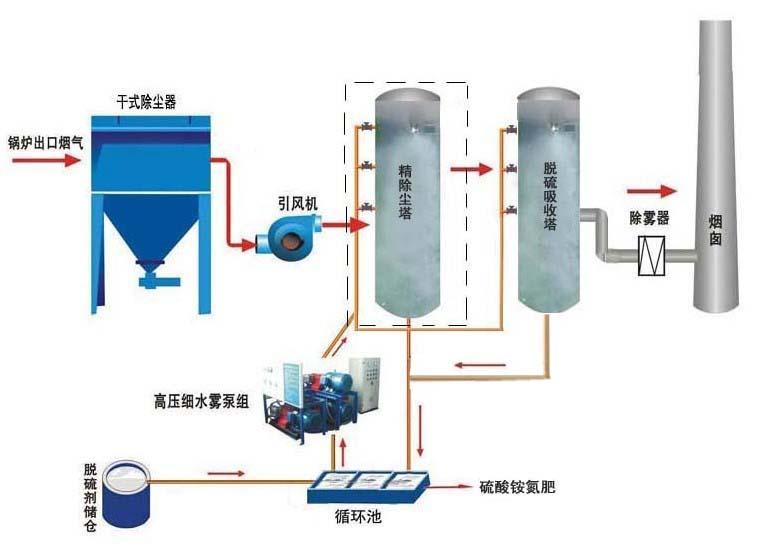
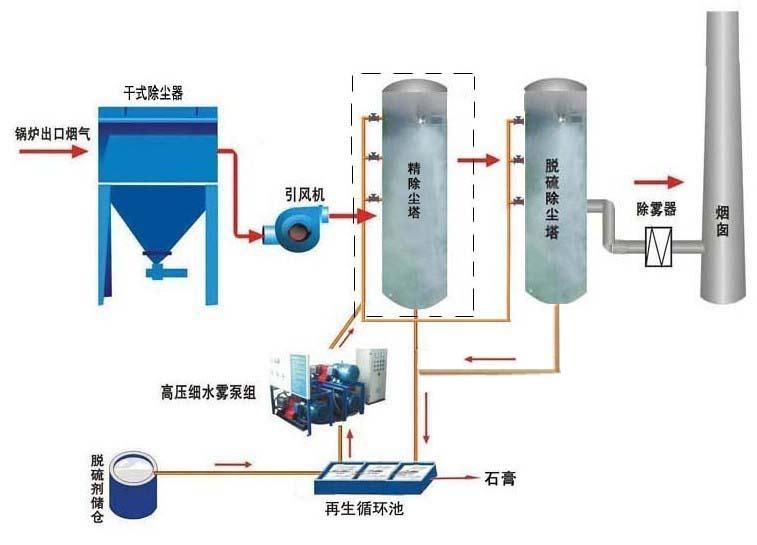
The flue gas produced in middle-size and large coal-fired boiler (e.g. in power plant), after the dust of which is preliminarily removed by the dust collector (electric dust collector and bag dust collector) in the previous stage, is fed into the absorption tower by the induced draft fan for desulphurization and refined dust collection. Several layers of high-pressure water mist combined spray heads are placed in the tower. The spray head can spray out the high-pressure water mist containing desulphurizing agent. The SO2 and a small quantity of dust of the flue gas fully contact and react with the absorption solution and then fall on the tower bottom and flow into the ash water circulating system. The absorption solution, after absorbing the above substances, is regenerated with regenerating agent. The slurry precipitated is pumped into the slurry treatment system with slurry pump for concentration and filtering, to gain gypsum. While the filter liquor and precipitated supernatant liquor, after PH adjustment and water supplementation, is for cyclic utilization by the high pressure water mist pump to form closed circulation of ash water, which will not only avoid secondary pollution, but also reduce alkali consumption and operation cost. The flue gas after desulphurization and dust collection and reaching emission standard provision will be discharged into the air from the chimney after its mist removed with high efficient mechanical mist eliminator.
This process flow is suitable for the desulphurization, refined dust collection and temperature reduction of middle-size and large boiler (e.g. in coal-fired power plant) based on the preliminary dust collection in the previous stage. When the electric dust collector or bag dust collector works efficiently, high quality gypsum will be produced using the above process flow; however, if the electric dust collector or bag dust collector’s dust collection efficiency did not reach the standard, the byproduct gypsum’s quality may be not high. In that case, a high-pressure water mist dust scrubber special for refined dust collection can be added and conduct desulphurization again for the flue gas after refined dust collection, then high quality gypsum is obtained. In this way the problem of poor quality and sales of gypsum produced from wet desulphurization is solved and the economic benefit is improved.
II. Process Technical Indexes
1. Dust Collection Efficiency(Dust Reduction Rate):≧99.9%
2. Desulphurization Efficiency(SO2Reduction Rate):≧99%
3. Dust Emission Concentration:<50 mg/Nm3
4. SO2Emission Concentration:<50 mg/Nm3
5. Ringelmann Black Degree:<Class 1
6. Hot State Resistance: 800-1200 Pa
III. Advantages
At present, most middle-size and large coal-fired boilers (e.g. in power plant) adopt limestone/gypsum desulphurization method. Compared with the traditional limestone/gypsum desulphurization method, the high-pressure water mist desulphurization technology has the following advantages:
1. High desulphurization and dust collection efficiency: the specific surface area formed by the water mist of high-pressure water mist technology is far bigger than that of common water mist. And the former water mist has high speed and density, and thus it easily breaks the air film covering the SO2 and accelerates the reaction with SO2. Therefore the desulphurization efficiency of over 99% and zero emission can be reached. In addition, its refined dust collection efficiency is higher than that of limestone desulphurization method, reaching over 99.9%.
For the limestone-gypsum desulphurization method, the mist droplet sprayed by the spray head in the absorption tower has a large diameter. The atomization effect is not good since the water mist can’t contact with SO2in the flue gas sufficiently, affecting the desulphurization effect. As a result, the desulphurization efficiency for the limestone-gypsum desulphurization method can only reach about 95%, which is also in an ideal operation state. After application for a period of time, the spray head will get blocked and scale and the efficiency will decrease sharply.
2. Relatively simple process flow: the wet limestone/gypsum desulphurization method has a relatively long process chain consisting of 8 subsystems and needs many types of equipment; e.g. for the limestone slurry system, the limestone shall be ground to 200~300 meshes, with large electricity consumption and high cost. While for the dual-alkali desulphurization method, the above system can be omitted.
3. Little liquor and slag, convenient for separation. The sewage after treatment flows into circulation pool for circulating utilization, without causing secondary pollution.
4. Small circulating water flow: the liquid gas ratio is less than 0.1 L/Nm3, 1/100~1/200 of the traditional one, which reduces the circulating water flow greatly and the power consumption relatively. While the limestone/gypsum desulphurization method has a liquid gas ratio of 10~20 L/Nm3 and a large circulating pump flow and energy consumption.
5. High efficient mist elimination. Since the circulating water flow is small, the flue gas temperature drop is small accordingly. Thus GGH can be omitted; the water of saturation in the flue gas is reduced, the mist elimination capacity of the mist eliminator is improved and the problem of draft fan carrying with water and wet chimney can be released.
6. Small prophase investment, land occupation area and low operation cost. The diameter and height of the absorption tower are smaller than those for the limestone/gypsum desulphurization method. Compared with the limestone/gypsum desulphurization method, the land occupation area is reduced by 1/3, total investment saved by 1/3 and operation cost saved by 1/3.
For the traditional wet flue gas desulphurization of 200MW units, the flue gas flow is 3m/s, the liquid gas ratio is 18.2L/Nm3, the desulphurization tower height is 40m, with diameter of 16m. While for high-pressure water mist desulphurization method, the flue gas flow is 6m/s, the liquid gas ratio is 0.1 L/Nm3, the desulphurization tower height is less than 20m, with diameter of less than 12m. Besides, compared with the wet flue gas desulphurization, many equipments and devices are omitted, such as the limestone crushing system and GGH in the flue gas system. For example, in order to make the flue gas after desulphurization reaction on 50℃ to over 70~80℃, the reheater needing large amount of fund investment is commonly used, e.g. the reheater system of 200MW units, needs an investment of 8~9 million Yuan.
7. Adaptive to coals of different quality levels, e.g. for both HVC bituminous coal and sulphur coal.
8. Reliable operation, wear resistance, anticorrosion and low maintenance ratio.
9. The system is easily expandable to adapt to higher environmental protection requirements, especially for denitration.
10. Simple process convenient for adopting advanced automatic control system, to ensure the reliable and stable operation of the whole system.